Motorlu Tambur
Motorlu Tambur
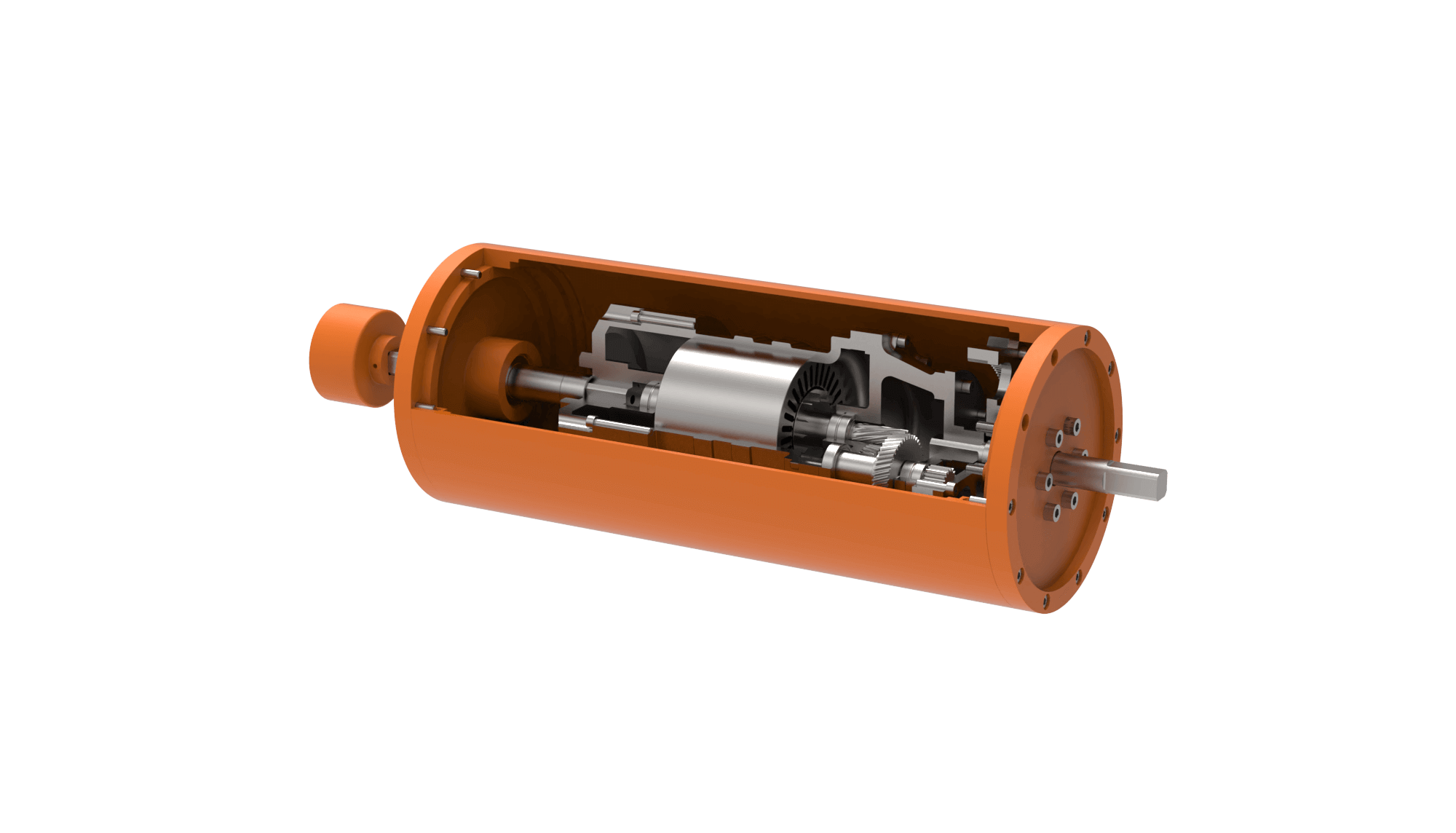
A motorized drum is a conveying solution in which the motor and drum are integrated into a single body in a conveyor system. Unlike traditional conveyor systems, a motorized drum does not require an external motor or drive mechanism; the motor placed inside the drum enables the drum to rotate and move the conveyor belt. This compact and integrated structure is especially advantageous in narrow spaces and heavy industrial applications.
Working Principle of Motorized Drum
The motorized drum has an electric motor inside it. This motor provides the rotational motion of the drum and transfers it directly to the conveyor belt. While external motors used in traditional systems require additional drive mechanisms such as chains, belts or gears, the motorized drum does not require such parts. The drum is directly driven by the motor and moves the conveyor belt forward.
Features of Motorized Drum
Compact Design: Since the motor is built into the drum body, no external motor and drive components are required. This saves space and offers a more compact structure.
Reduced Maintenance Needs: Since there are no parts that can wear out, such as belts or chains, there is less maintenance needed in the motorized drum. In addition, the motor inside the drum is protected from external factors such as dust and moisture.
Energy Efficiency: Since fewer mechanical components are used, energy losses are reduced and the system operates more efficiently.
Safer Operation: Since all moving parts are located inside the drum, there is no risk of moving parts outside. This increases safety.
Advantages of Motorized Drum
High Efficiency: Integrated motor structure provides energy efficiency in the conveyor belt system. Power transmission is more efficient as there is less mechanical loss.
Space Saving: Motorized drums are ideal for use in narrow spaces as external motors do not take up space. Therefore, they are preferred in applications with limited space.
Easy Installation: Motorized drums come in a single piece and are very easy to install. They do not require motor connections, belts or chains as in traditional systems.
Less Wear: Since the motor is located inside the drum, it is not affected by external environmental conditions (dust, dirt, water, humidity). This ensures a longer life for the drum and the motor.
Usage Areas of Motorized Drum
Food Industry: In food production lines where hygienic conditions are important, motorized drums offer an ideal solution thanks to their closed structure.
Packaging and Distribution: Motorized drums are frequently used in packaging lines that require fast and efficient transportation.
Mining and Heavy Industry: The robust structure of motorized drums provides an advantage in harsh working environments where dust, moisture and heavy loads are present.
Logistics and Storage: Motorized drums used in transportation and loading systems optimize logistics processes by increasing efficiency.
Motorized drums offer the advantages of high efficiency, low maintenance requirements and compact structure in modern conveyor systems, providing a more flexible and useful alternative compared to traditional solutions.